
Machine Tool Type
Axis Limmit Checking
REPOS にも関連がある項目?
ヘルプの和訳
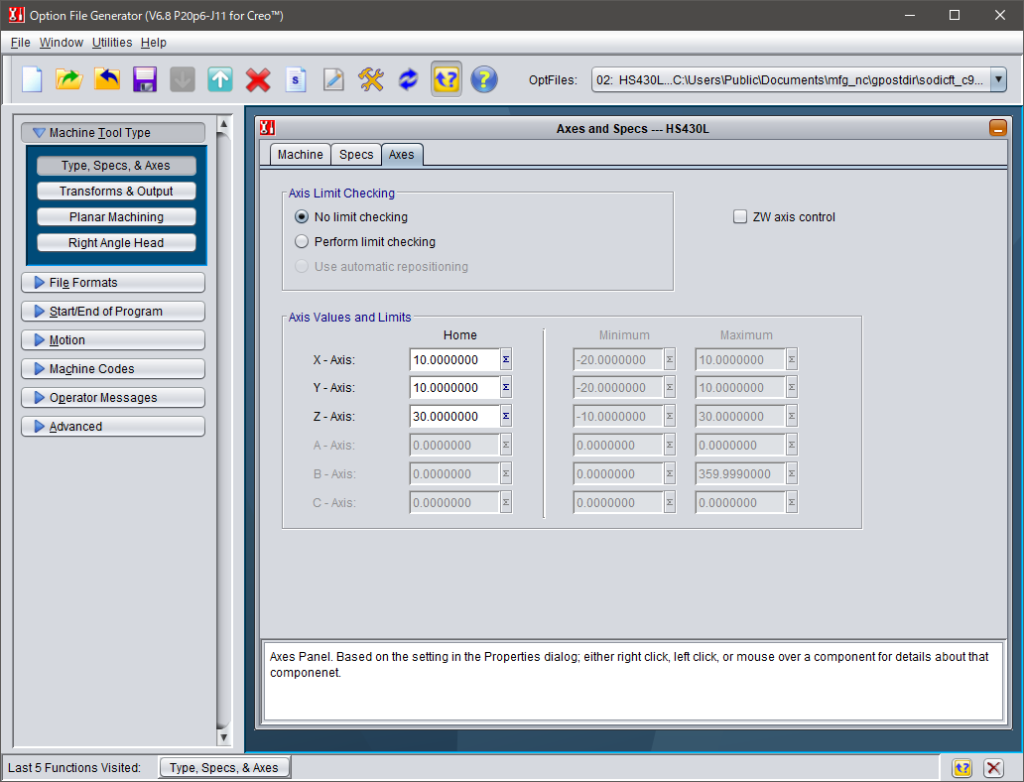
軸の制限を確認する
このパネルで指定された軸制限に違反したときにポストプロセッサに警告を発行させる場合は、このボックスをチェックします。 オプションは次のとおりです。
1.軸制限をチェックしない (デフォルト) — PLABEL/OPTION,19,TO,0 $$
2.軸の制限を確認します — PLABEL/OPTION,19,TO,1 $$
3.自動再配置を使用する — PLABEL/OPTION,19,TO,2 $$
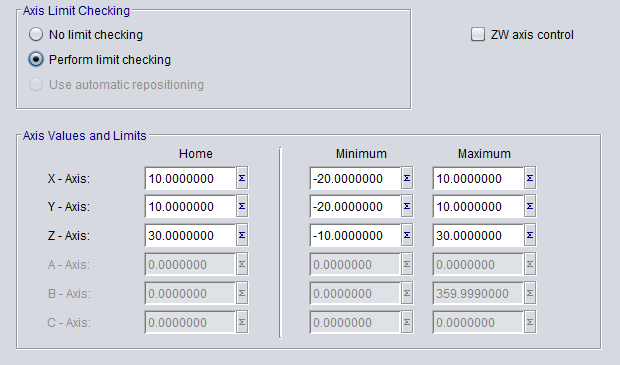
[制限チェックを実行] オプションを選択すると、すべての出力寸法が、このタブの最小/最大テーブルに各軸に入力された最小値と最大値に対してテストされます。 出力寸法が指定された制限を超えた場合、どの軸に障害があるのか、出力が最大値または最小値を超えているかどうかを示す警告が表示されます。 警告は処理を終了しません …. 違反している座標は引き続き出力され、修正措置は取られません。
最大、最小の入力欄がアクティブになる。
[自動再配置を使用する] (正式には制限チェックに _REPOS を使用) 設定を使用すると、線形軸違反に対して上記と同じ動作が発生します。 この設定を選択すると、回転軸が指定された制限を超えて移動すると、出力位置に修正措置が適用されることがあります。 これは回転軸のオーバートラベル状態にのみ適用されます。 詳細については、「REPOS ダイアログ」セクションを参照してください。
ZW軸制御
ZW ボーリングミルなどの一部の機械には、同一線上にある 2 つの工具軸があります。 これらは通常、Z 軸および W 軸として指定されます。 マシンにこの機能がある場合は、このボックスにチェックを入れます。
軸の値
X軸のホームポジション
ポストプロセッサのGOHOMEコマンド用です。 この機能を使用して、マシンのホーム ポジションを作成できます。 使用する X 座標を入力します。 ポストプロセッサ コマンド GOHOME も参照してください。
Y軸のホームポジション
ポストプロセッサのGOHOMEコマンド用です。 この機能を使用して、マシンのホーム ポジションを作成できます。 使用する Y 座標を入力します。 ポストプロセッサ コマンド GOHOME も参照してください。
Z軸のホームポジション
ポストプロセッサのGOHOMEコマンド用です。 この機能を使用して、マシンのホーム ポジションを作成できます。 使用する Z 座標を入力します。 ポストプロセッサ コマンド GOHOME も参照してください。
A軸のホームポジション
ポストプロセッサのGOHOMEコマンド用です。 この機能を使用して、マシンのホーム ポジションを作成できます。 使用する A 座標を入力します。 ポストプロセッサ コマンド GOHOME も参照してください。
B軸のホームポジション
ポストプロセッサのGOHOMEコマンド用です。 この機能を使用して、マシンのホーム ポジションを作成できます。 使用する B 座標を入力します。 ポストプロセッサ コマンド GOHOME も参照してください。
C軸のホームポジション
ポストプロセッサのGOHOMEコマンド用です。 この機能を使用して、マシンのホーム ポジションを作成できます。 使用したい C 座標を入力します。 ポストプロセッサ コマンド GOHOME も参照してください。
負のX軸スライド移動限界
軸の制限をチェックする場合は、X 軸の最小移動制限値を定義するマシン座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
マイナスY軸スライド移動制限
軸制限チェックが必要な場合は、Y 軸の最小移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
マイナスZ軸スライド移動限界
軸制限チェックが必要な場合は、Z 軸の最小移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
マイナスA軸スライド移動限界
軸制限チェックを行う場合は、A 軸の最小移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
マイナスB軸スライド移動限界
軸制限チェックを行う場合は、B 軸の最小移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
マイナスC軸スライド移動限界
軸の制限をチェックする場合は、C 軸の最小移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
正の X 軸スライド移動制限
軸制限チェックが必要な場合は、X 軸の最大移動制限値を定義するマシン座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
正の Y 軸スライド移動制限
軸制限チェックが必要な場合は、Y 軸の最大移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
正の Z 軸スライド移動制限
軸制限チェックが必要な場合は、Z 軸の最大移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
正のA軸スライド移動限界
軸制限チェックを行う場合は、A 軸の最大移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
正のB軸スライド移動限界
軸制限チェックを行う場合は、B 軸の最大移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
正のC軸スライド移動限界
軸制限チェックを行う場合は、C 軸の最大移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
ZW軸
チェックを入れた場合にアクティブ化
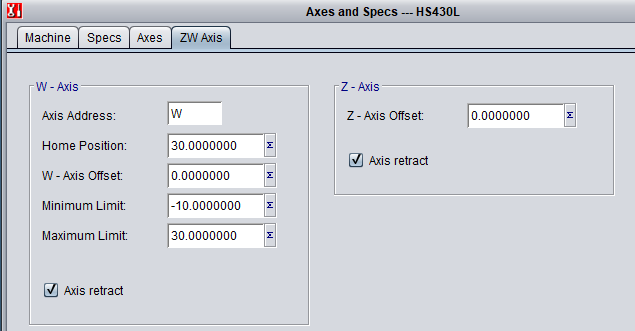
W – 軸
軸アドレス
W軸の文字アドレス。 W 軸に必要な文字アドレスを入力します。 ほとんどのコントローラーでは W が必要ですが、一部のコントローラーでは別の文字アドレスが必要になる場合があります。
ホームポジション
W 軸のホーム位置 (ポストプロセッサ GOHOME コマンド用)。 この機能を使用して、マシンのホーム ポジションを作成できます。 使用したいW座標を入力します。
W – 軸オフセット
W軸オフセット。 ここに入力した値により、出力時の W 軸の値が調整されます。 これを使用して、W 軸基準点を部品基準点に位置合わせすることができます。 ポストプロセッサ コマンド MODE/TABLE、ADJUST も参照してください。
下限値
マイナスのW軸スライド移動限界。 軸制限チェックを行う場合は、W 軸の最小移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
上限値
正の W 軸スライド移動制限。 軸制限チェックが必要な場合は、W 軸の最大移動制限値を定義する機械座標を入力します。 ポストプロセッサは、各移動後にその値を使用して現在の軸の位置を確認します。
軸後退
このボックスをチェックすると、正の W 値によりテーブルがクイルに向かって前進または移動することを示します。
Z軸
Z – 軸オフセット
ここに入力した値により、出力時の Z 軸の値が調整されます。 これを使用して、Z 軸基準点を部品基準点に位置合わせすることができます。 ポストプロセッサ コマンド MODE/TABLE、ADJUST も参照してください。
軸の後退
このボックスをチェックすると、正の Z 値によりテーブルがクイルに向かって前進または移動することを示します。
Transforms & Output
Transformation
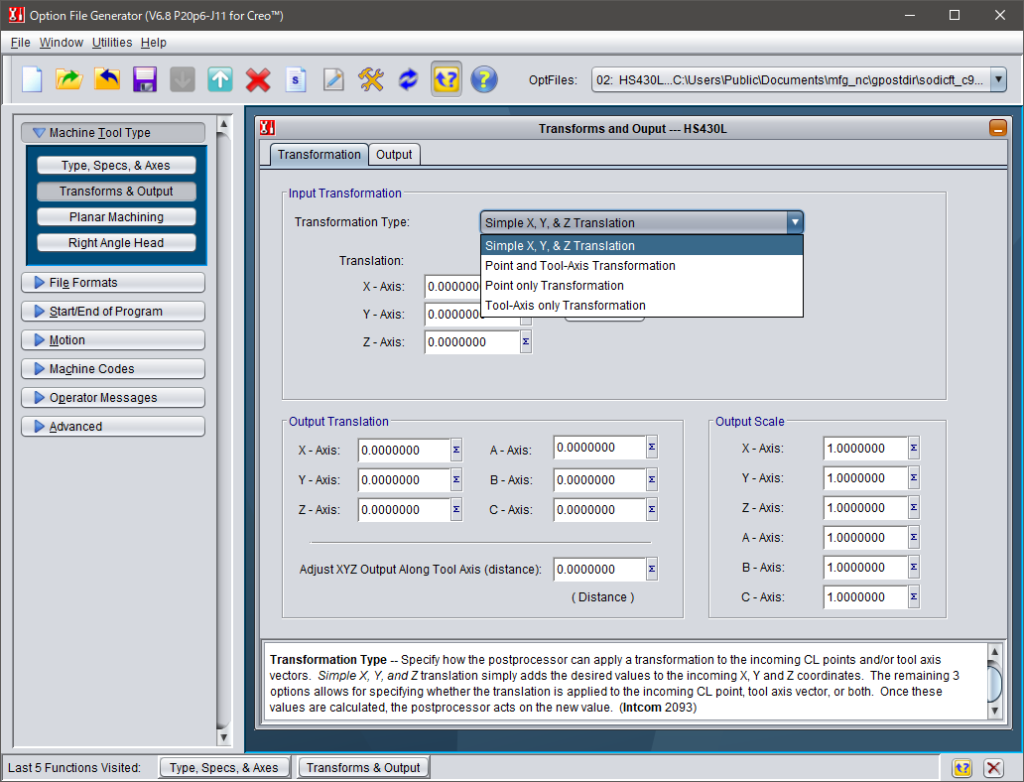
変換タイプ — ポストプロセッサが入力 CL 点や工具軸ベクトルに変換を適用する方法を指定します。 単純な X、Y、Z 変換では、入力される X、Y、Z 座標に必要な値を単純に追加します。 残りの 3 つのオプションでは、変換を入力 CL 点、工具軸ベクトル、またはその両方に適用するかどうかを指定できます。 これらの値が計算されると、ポストプロセッサは新しい値に基づいて動作します。 (インコム 2093)
NOTE(Default):注: オフセット距離 (回転ヘッド) はピボット距離です。 オフセット距離 (回転テーブル) は、方向への距離です (両方については、セクション「回転」タブを参照してください)。 工具の長さは、LOADTL/cmd 内の長さの値です。
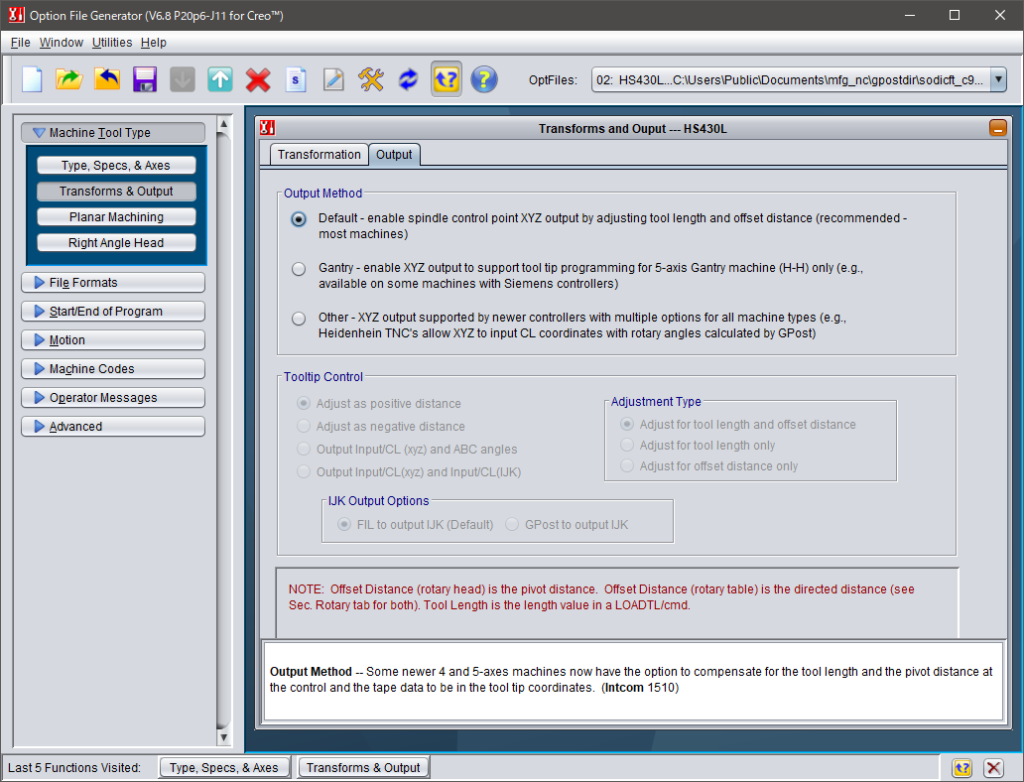
出力方法
新しい 4 軸および 5 軸マシンには、シンシナティ マシンと同様に、制御装置でのツール長とピボット距離を補正するオプションと、ツール チップの座標に含まれるテープ データを追加するオプションが追加されました。 補正する工具長またはピボット、またはその両方の組み合わせについて、以下の希望のオプションを選択します。
1.デフォルト – 推奨オプション
2.ガントリー
3.その他 – より特殊なツールチップ制御設定が可能になります
ツールチップのオプション
多軸機械のテープ ファイル内の XYZ の出力内容は、ツールチップまたは工具の長さとピボット ポイントによるオフセットにすることができます。 デフォルトのオプションは、XYZ がプログラムされた工具の長さとオフセット距離によって調整されることを意味するツールチップです。 ガントリー オプションは、ツールチップ XYZ 出力をサポートする 5 軸ヘッド/ヘッド マシン ツール用です。 工作機械のコントローラーは工具の長さと旋回距離を調整します。 他のオプションでは、工作機械でサポートされているように、工具長またはピボット距離の調整のみを選択するか、XYZ の入力部品座標を出力するかを選択できます。
平面加工
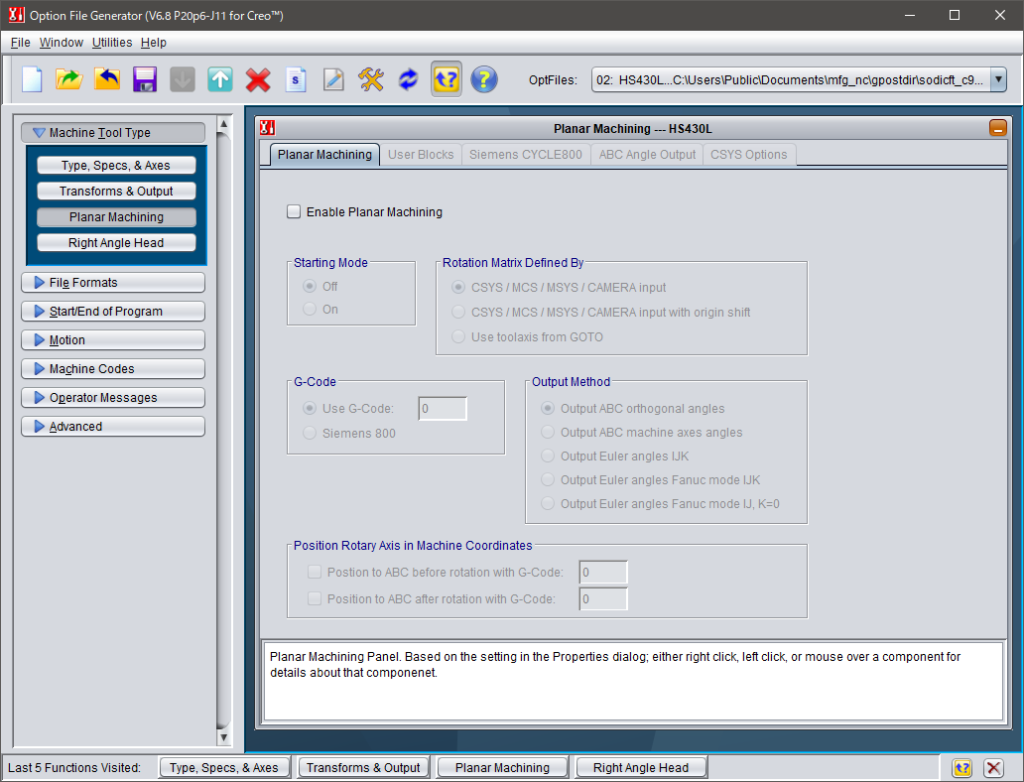
平面加工を有効にする
多くの制御により、スピンドルに対して垂直な工具軸を回転させることで「平面加工」が可能になります。 これにより、固定サイクルや XY 平面などの円運動を使用できるようになります。 CAMERA コマンドは、ローカル座標系 (CSYS) に回転するマトリックスを定義できます。 コントロールは、この平面を確立するために 2 つの直交角度を持つ G コードを受け入れます。
例:
G00 X10 Y2 Z5 A30 B45
(以前のユーザー定義ブロック)
G80 B45 C60
(以降のユーザー定義ブロック)
このオプションを使用すると、GPost に平面加工ブロックを出力するよう指示します。 GPost コマンド PIVOTZ/ON-OFF は、同じ入力ファイル内の 5 軸輪郭加工にも使用できます。
始動モード
平面加工の開始モードをPIVOTZ/ONまたはOFFで指定します。
回転行列の定義
平面を確立するための回転角度は、入力 CL データ内の通常の CSYS / MCS / MSYS / CAMERA コマンドによって定義できます。 これはデフォルトの推奨モードです。 このモードでは、XYZ 原点もオフセットできます。 ただし、GPost は GOTO/cmd からのツール軸を使用して平面を定義することもできます。
回転Gコードブロック/出力方法
希望の G コードを選択して、平面の回転と文字の角度を定義できます。 平面を定義するには (ABC) 角度のうち 2 つだけが必要なので、回転角度は単にユーザーの好みに応じて決まります。 G7 または G68 ABC 角度の代わりに、平面加工用の Siemens CYCLE800 ブロックを出力することもできます。 メインの [平面加工] タブで [CYCLE800] ラジオ ボタンを選択します。 これにより、G コードが 800 に変更され、Siemens CYCLE800 タブも有効になります。 そのタブでは、コントロールのカスタム形式に一致するようにデフォルトの文字列を編集できます。 カスタム設定の必要に応じて CYCLE800 行を編集します。たとえば、「DMG」を「MAG」に変更するか、カンマ間のセル値を変更します。 A?、B?、および C? はそのままにすることをお勧めします。 細胞はそのまま。 これらは、計算された平面の現在の平面角度で GPost によって埋められます。
最終的な CYCLE 文字列は、次のように CHRCOM の 2 つのセルに保存されます。
◦CHRCOM(81) = 66 文字
◦ CHRCOM(82) = 66 個の追加文字
CYCLE800 を選択すると、平面加工用 G コード (Intcom 4690) が 800 または ICSYSMXGCD という名前の変数に設定されます。 G7 タイプの回転角は、xy/yz/zx 平面の「ソフト」直交回転角またはオイラー角です。 これは、スピンドルを 0 ~ 360 度の範囲でこの平面に対して垂直にするための空間内の方向です。 これらの角度は、特にヘッドがニューテーターの場合、G00 コマンドで出力される機械軸の角度とは異なる場合があります。 オイラー角は、座標系の空間方向を基準フレームからの回転の合成として表す手段です。
直交角やオイラー角ではなく、実際の機械軸の角度を出力したい場合は、このオプションをオンにします。 これを設定すると、0 ~ 180 やスケールなどの他のオプションは無視され、機械軸の角度が G00 ブロックと同様に出力されます。
機械座標における回転軸の位置
一部のコントロールは、最初に実際のマシンの ABC 座標に配置する必要があります。 これにより、まず機械の軸の方向が決まります。 G コードを指定し、G00 位置移動が回転ブロックの前に出力されるため、必要に応じてこのオプションを選択します。 回転が定義されると、ツール軸の回転により ABC 角度がゼロになるため、GPost は ABC 角度を出力しません。 必要に応じて、実際のマシンの ABC 角度を 1 回出力することもできます。

コメント