
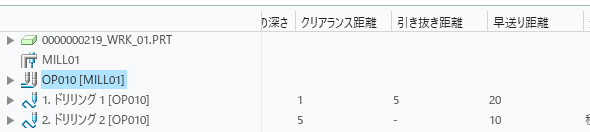
【Option File Generator】G-POST の設定ドリル 加工のコード
GPOSTの設定
Machine Codes >Prep / G-codes
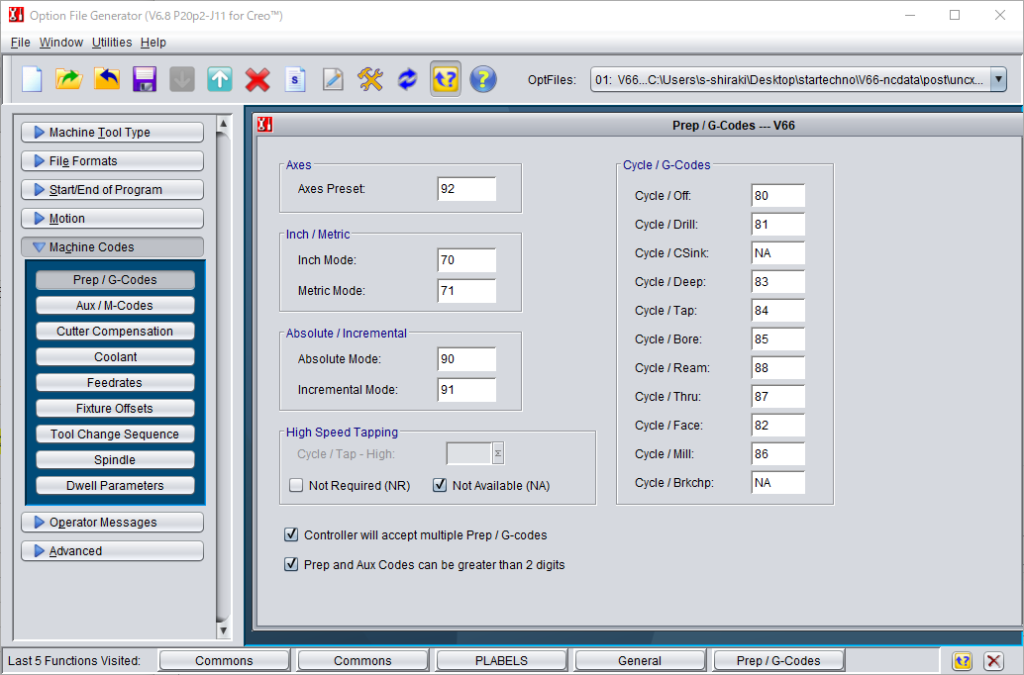
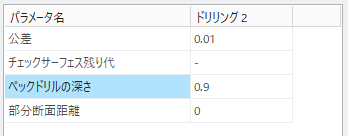
ペックドリル切り込み量
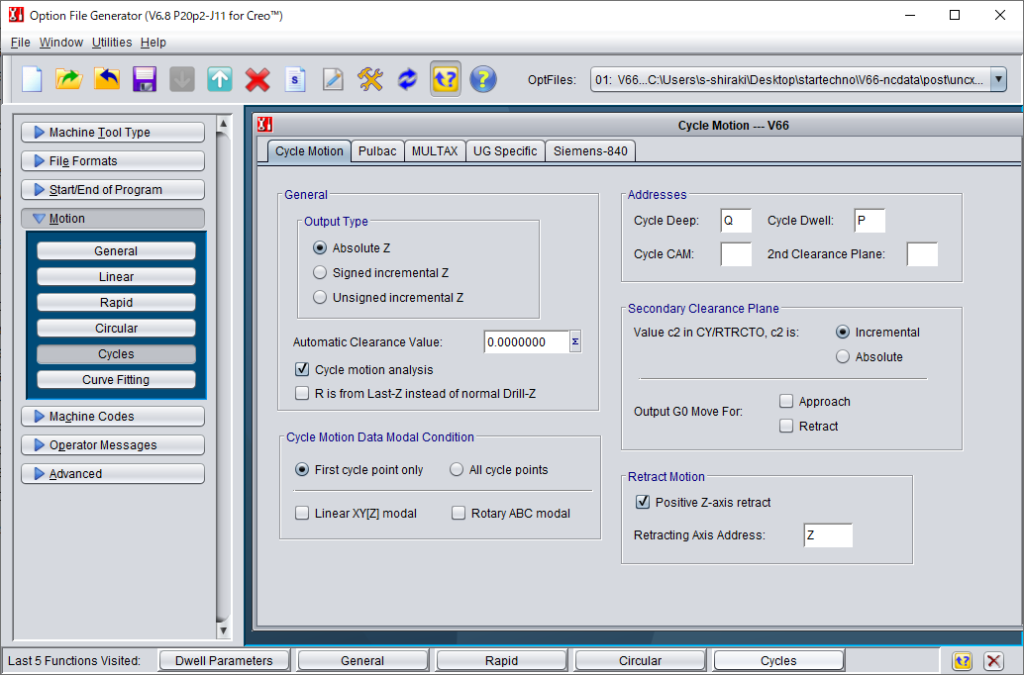
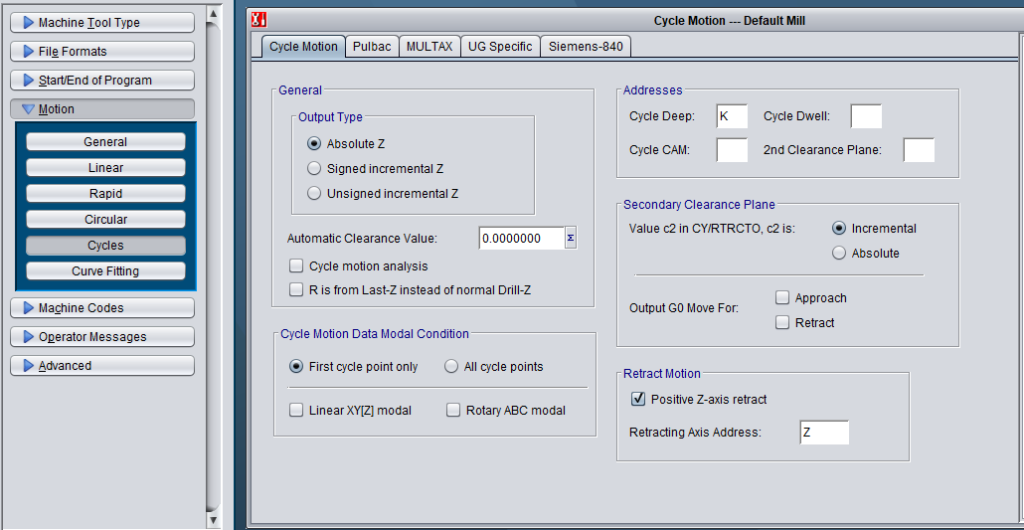
Motion >Cycles
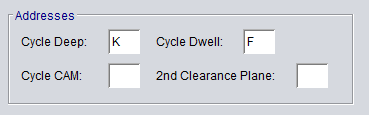
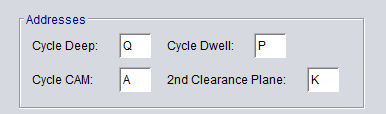
Cycle Deep で切り込み量のアドレスを設定。
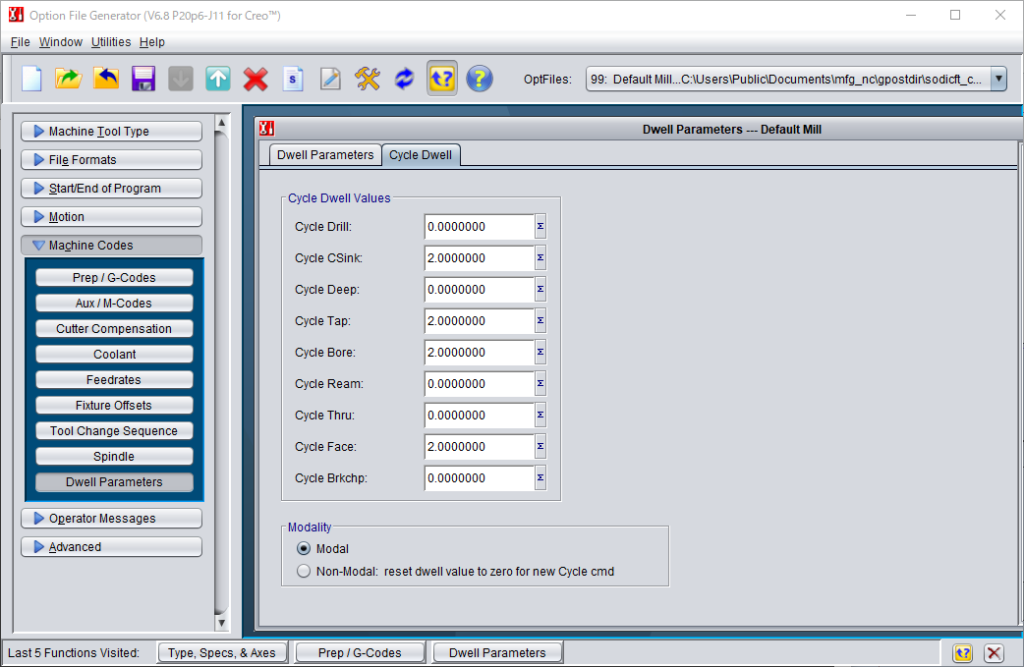
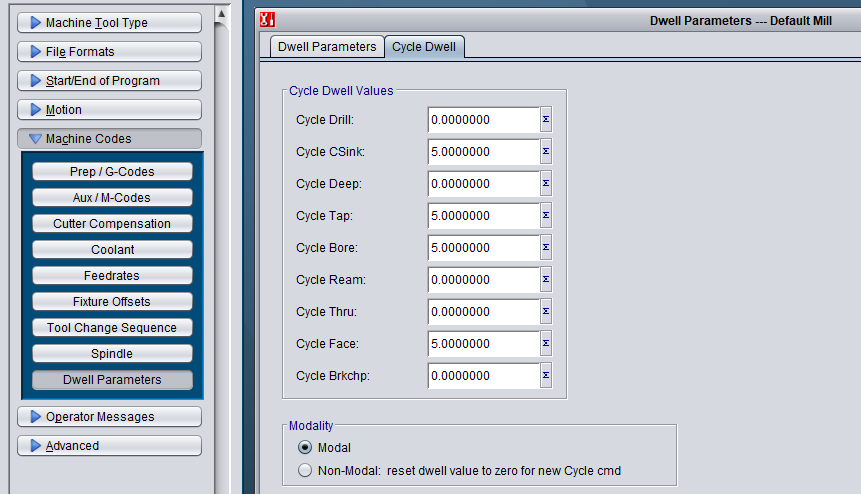
ドゥエルパラメーター
GコードでドゥエルするときのGコード、レジスタ。
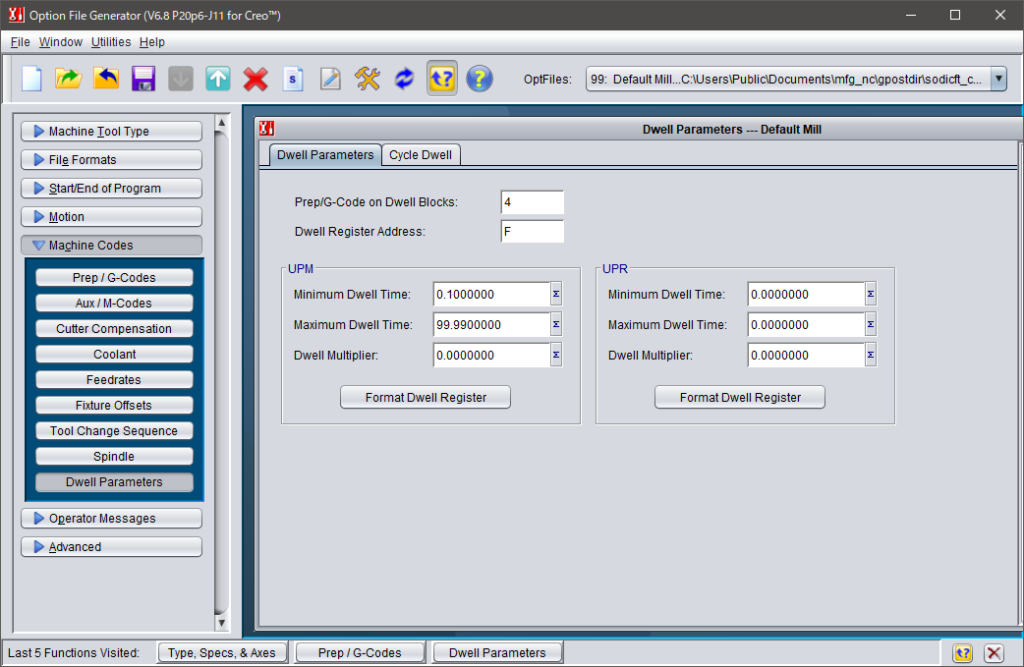
Dwell Register Address — This parameter sets the register that will contain the dwell code. Choose “Disable” to suppress the output of a dwell value without suppressing the possible output of a prep code. For example, if G04 initiates a 2-second dwell, select disable.
ドウェル レジスタ アドレス — このパラメータは、ドウェル コードを含むレジスタを設定します。
GPOST ヘルプ
準備コードの出力を抑制せずにドウェル値の出力を抑制するには、「無効」を選択します。
たとえば、G04 が 2 秒間の滞留を開始する場合は、無効を選択します。
例:

サイクルのドゥエル
サイクル滞留 — 一部の工作機械には、固定サイクル中に滞留するオプションがあります。
滞留時間は、特殊文字アドレスを使用してサイクル ブロックで指定されます。
パート プログラムのサイクル コマンドの LOCK オプションは、必要なドウェル値を生成します。 コントローラーがこの機能を認識しない場合は、「無効」を選択します。 (旋盤用インコム 3976)
サイクル コマンド — 各 CYCLE コマンドにはデフォルトの滞留値を設定できます。
ドウェル値は、定義された CYCLE DWELL アドレスを使用して CYCLE ブロック (G81) に出力されます。
デフォルトのドウェル値は、CYCLE コマンド内で DWELL または LOCK コマンドをプログラムすることによって上書きできます。
滞留時間は秒単位で指定します。 (ミル用 Dblcom 55 ~ 63、旋盤用 Relcom 44 ~ 52)
サイクルのドゥエル用コードはFile Formats で定義する。
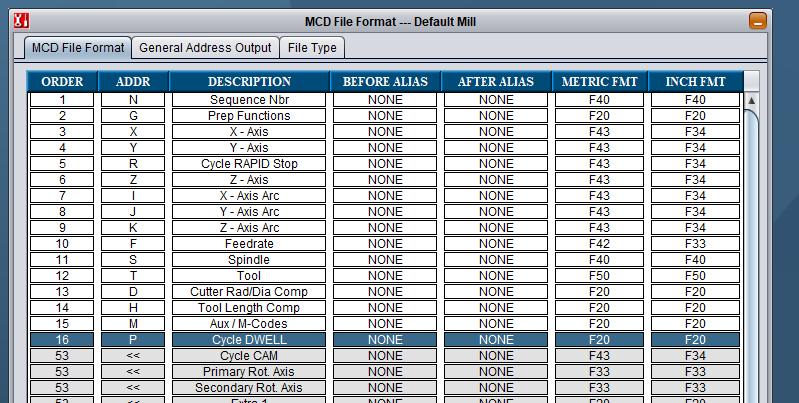
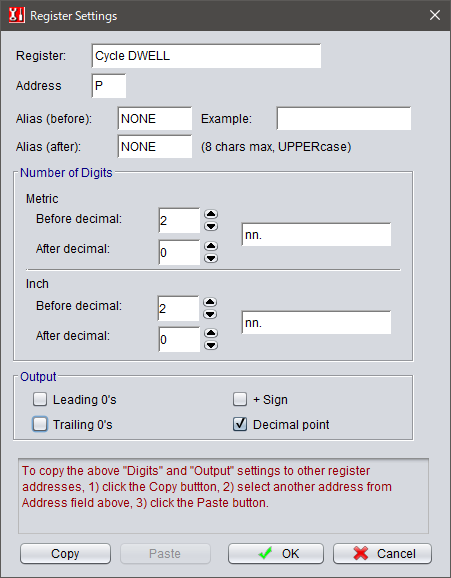
レジスタのアドレスと、フォーマットを定義する。
ドゥエルアドレスを設定。
アドレスを有効化(Fを割り当て)
DWELLパラメーターが無い場合は、以下のデフォルト値が使用される(0は出力されない)。
DWELL パラメーターが設定されていれば、そちらが優先される。
例:
CL(プリポスト後)データ

デフォルト値
出力されたデータ
N5G81X85.Y8.R16.Z-1.202F1193.66$
N6G80$
N8G83X85.Y8.R16.Z-1.202K.4F1193.66F2$
N9G80$
N15G84X85.Y8.R16.Z-3.3F2.51F2$
N16G80$
N23G88X85.Y8.R20.Z-1.202F100.F2$
N24G80$
N32G82X65.Y8.R20.Z12.F100.F2$
N33X85.$
N34G80$
ドリルサイクル構文についての参考ページ
OUTPUT TYPE
ACL
GOTO / 250.0000000000, 120.0000000000, 30.0000000000
CYCLE / DRILL, DEPTH, 2.000000, MMPM, 150.000000,$
CLEAR, 5.000000, RETURN,$
10.000000NC
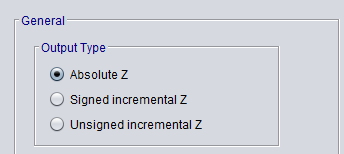
Zは絶対値
G81X250.Y120.R5.Z-2.F150.
X190.
X165.Y90.
X140.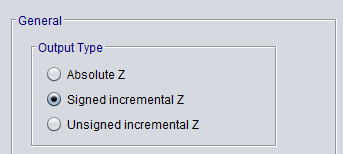
ZはR点からの距離。
G81X250.Y120.R5.Z-7.F150.
X190.
X165.Y90.
X140.安全高さ関係

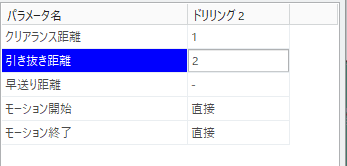
- クリアランス →Clear
- 引き抜きピッチ →RETURN
- 早送り距離 →RAPITO (Creo上の表示はバグる。クリアランスからの深さになっている?)
ポスト出力
Clear はR点の値として出力されます。
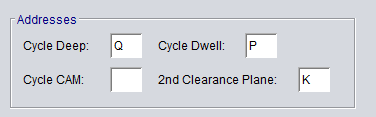
RETURNは「2nd Clearance Plane」のアドレスで出力されます。
PARITO もRの値をとってしまいます。(Cycle CAM ではなかった。)
#ACL:
CYCLE / DRILL, DEPTH, 2.000000, MMPM, 150.000000,$
CLEAR, 1.000000, RAPTO,$
20.000000, RETURN, 5.000000
#NC:
G81G98X250.Y120.R20.Z-2.K5.F150.
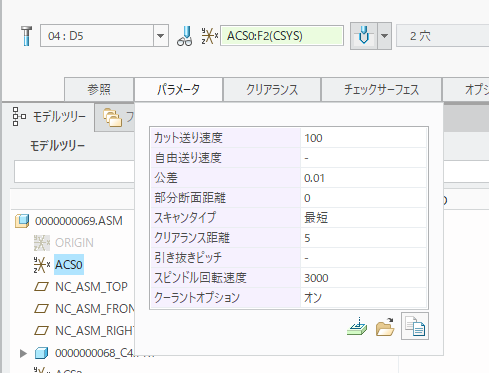
クリアランス
クリアランス距離。アプローチ送りが停止する加工物からの高さです。
RETURN(引き抜き距離)の処理。
GOTO / 250.0000000000, 120.0000000000, 30.0000000000
CYCLE / DRILL, DEPTH, 2.000000, MMPM, 150.000000,$
CLEAR, 5.000000, RETURN,$
10.0000002nd Clearrance Plane のアドレスで出力
G81X250.Y120.R5.Z-2.K10.F150.
X190.
X165.Y90.
X140.RAPTO
構文に「RAPTO」が出て突っ込みまくる。
クリアランスからの距離になっている?ような振る舞い。ポスト出力では、R値を上書きしていた。

それは、、、こいつのせい
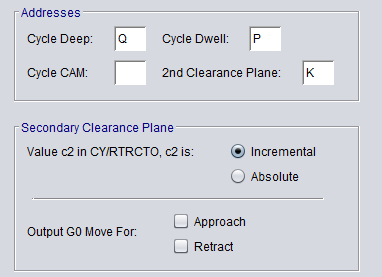
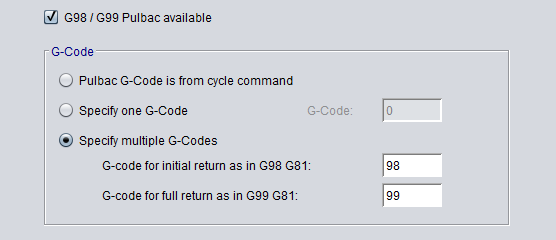
プルバック G99、G98
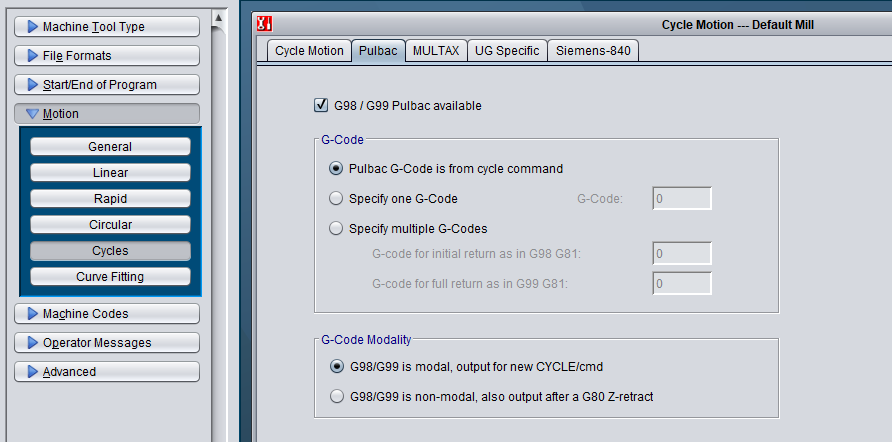
G98 / G99 プルバックあり — マシンがこれをサポートするかどうかを指定します。
プルバックは、機械が工具を部品から遠ざける方法です。 (インコム 4316)
RETURN に反応して、G98が出力される。RAPITO に反応して、G99が出力されるわけではなかった。
R点は「引き抜き距離」の値が設定される。
引き抜き距離が設定されていない場合は(デフォルトで「-」)の場合は「クリアランス距離」が設定される。
「引き抜き距離=0」の時、G99が設定されてイニシャル点復帰(たぶんリトラクト平面)になり、
「引き抜き距離>0」の場合はG98 のR点復帰になる。
ただし、R点にはクリアランスの値が使用されるので?
あと、G99 がR点で、G98が原点復帰なので、Gpost の設定は「as in …」の逆になる。※仕様による。
#CL
CYCLE / DEEP, DEPTH, 19.502152, STEP, 0.500000,$
MMPM, 1193.663081, CLEAR,$
1.000000, RETURN, 10.000000
#NC
G83G98X115.Y50.R1.Z-19.502K10.F200.Q.5
#CL
CYCLE / DEEP, DEPTH, 19.502152, STEP, 0.500000,$
MMPM, 1193.663081, CLEAR,$
1.000000, RAPTO, 10.000000
#NC
G83X115.Y50.R10.Z-19.502K10.F200.Q.5
#CL
CYCLE / DEEP, DEPTH, 19.502152, STEP, 0.500000,$
MMPM, 1193.663081, CLEAR,$
1.000000
#NC
G83X115.Y50.R1.Z-19.502K1.F200.Q.5
#CL
CYCLE / DEEP, DEPTH, 19.502152, STEP, 0.500000,$
MMPM, 1193.663081, CLEAR,$
1.000000, RAPTO, 10.000000, RETURN, 10.000000
#NC
G83G98X115.Y50.R10.Z-19.502K10.F200.Q.5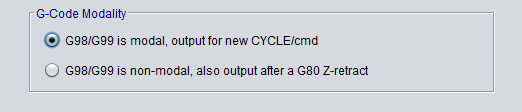
G コード モダリティ — この設定は、GPost がサイクル/モーション解析中に自動 G80 Z リトラクトを実行するときに、G98 または G99 を繰り返すために使用できます。GOTO/pnt のパーツをクリアするには G80 Z が必要です。 現在のサイクル/Z 値よりも小さい。 (インコム 4674)
ドリル加工の種類
主なパラメーター

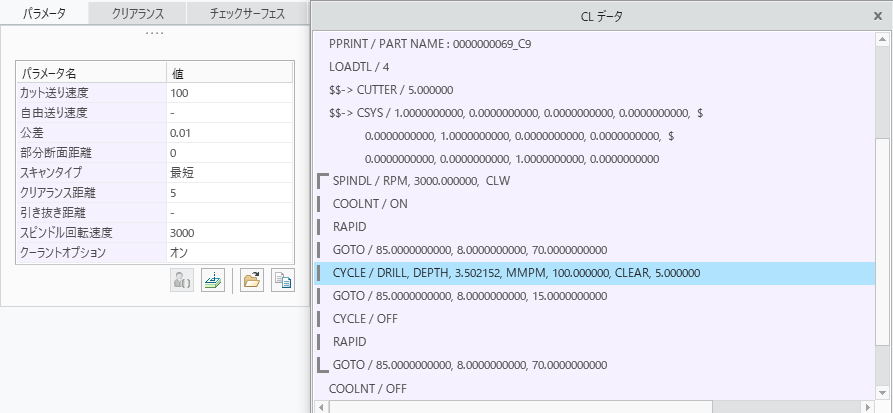
標準ドリル
CYCLE / DRILL, DEPTH, 16.201721, MMPM, 1193.663081, CLEAR, 1.000000
GOTO / 85.0000000000, 8.0000000000, 15.0000000000
CYCLE / OFFN5G81X85.Y8.R16.Z-1.202F1193.66$
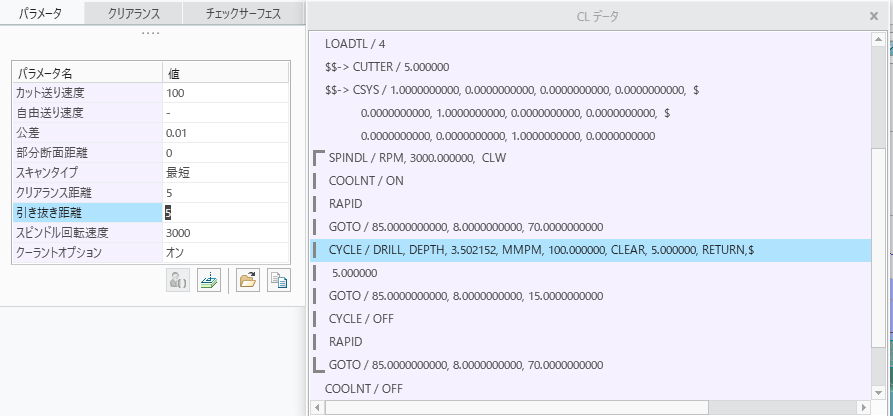
N6G80$パラメーター「引き抜きピッチ」に値を入れると、RETURN が追加される。
引き抜きピッチ:未定義
引き抜きピッチ:5
ペックドリル
CYCLE / DEEP, DEPTH, 16.201721, STEP, 0.400000, MMPM, 1193.663081, CLEAR,$
1.000000, RETURN, 5.000000, DWELL, 2.000000
GOTO / 85.0000000000, 8.0000000000, 15.0000000000
CYCLE / OFFN8G83X85.Y8.R16.Z-1.202K.4F1193.66$
N9G80$リーマ加工
CYCLE / REAM, DEPTH, 16.201721, MMPM, 100.000000, CLEAR, 5.000000, RETURN,$
5.000000, DWELL, 2.000000
GOTO / 85.0000000000, 8.0000000000, 15.0000000000
CYCLE / OFFN23G88X85.Y8.R20.Z-1.202F100.$
N24G80$タップ加工
CYCLE / TAP, DEPTH, 18.300000, TPI, 1193.663081, CLEAR, 1.000000, RETURN,$
5.000000, DWELL, 2.000000
GOTO / 85.0000000000, 8.0000000000, 15.0000000000
CYCLE / OFFN15G84X85.Y8.R16.Z-3.3F2.51$
N16G80$皿穴
CYCLE / CSINK, DIAMET, 6.000000, TLANGL, 90.000000, MMPM, 100.000000, CLEAR,$
5.000000, RETURN, 5.000000, DWELL, 2.000000
GOTO / 65.0000000000, 8.0000000000, 15.0000000000
GOTO / 85.0000000000, 8.0000000000, 15.0000000000
CYCLE / OFFN33G1X65.Y8.Z12.F100.$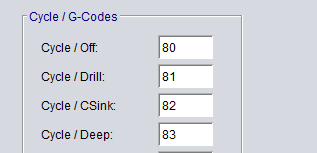
Return

Creo4.0では引き抜きピッチ?
SET / OFSETL, 1
CAMERA/ 1.0000000000, 0.0000000000, 0.0000000000, 0.0000000000, $
0.0000000000, 1.0000000000, 0.0000000000, 0.0000000000, $
0.0000000000, 0.0000000000, 1.0000000000, 0.0000000000
SPINDL / RPM, 3000.000000, CLW
COOLNT / ON
RAPID
GOTO / 65.0000000000, 8.0000000000, 70.0000000000
CYCLE / DRILL, DEPTH, 21.502152, MMPM, 100.000000,$
CLEAR, 5.000000, RETURN,$
2.000000
GOTO / 65.0000000000, 8.0000000000, 20.0000000000
GOTO / 85.0000000000, 8.0000000000, 20.0000000000
CYCLE / OFF
RAPID
GOTO / 85.0000000000, 8.0000000000, 70.0000000000
SET / OFSETL, OFF
COOLNT / OFF
SPINDL / OFF
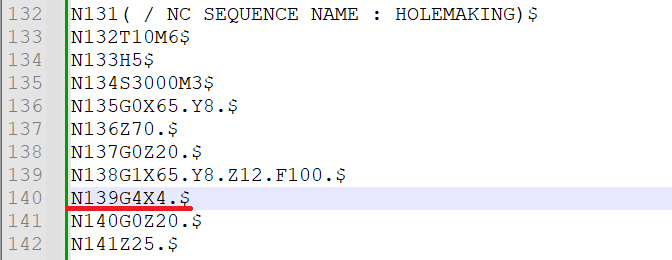
REMARK -> END /Q (切り込み量)が入る


遅延:DWELL
カテゴリ:マシン設定
| サイクル | あり/なし |
|---|---|
| 標準ドリル | 無し |
| ペックドリル | あり |
| リーマ加工 | あり |
| タップ | あり |
| 皿穴 | あり |

DWELL が設定される。※値が「-」の場合は出力されない。

GPOST レコード と CL
CL
CYCLE / DRILL, DEPTH, 1.000000, MMPM, 1193.663081,$
CLEAR, 1.000000, RETURN,$
CYCLE / DEEP, DEPTH, 5.280688, STEP, 1.000000,$
MMPM, 1193.663081, CLEAR,$
1.000000, RETURN, 2.000000, DWELL, 1.000000
CYCLE/DRILL,FEDTO,4.8,MMPM,1193.663081,CLEAR,1
レコードテーブル
オプションによって、レコードの長さが変わる。
| 項目 | DRILL (リターンなし) | DRILL | DEEP |
|---|---|---|---|
| レコード番号 | ( 1) SCALAR 34.00000 | ( 1) SCALAR 17.00000 | ( 1) SCALAR 53.00000 |
| クラス | ( 2) SCALAR 2000.00000 | ( 2) SCALAR 2000.00000 | ( 2) SCALAR 2000.00000 |
| サブクラス | ( 3) SCALAR 1054.00000 | ( 3) SCALAR 1054.00000 | ( 3) SCALAR 1054.00000 |
| 加工タイプ(たぶん^^;) | ( 4) SCALAR 163.00000 | ( 4) SCALAR 163.00000 | ( 4) SCALAR 153.00000 |
| DEPTH | ( 5) SCALAR 281.00000 | ( 5) SCALAR 281.00000 | ( 5) SCALAR 281.00000 |
| 値 | ( 6) SCALAR 4.80000 | ( 6) SCALAR 1.00000 | ( 6) SCALAR 5.28069 |
| ステップ | ( 7) SCALAR 66.00000 | ||
| 値 | ( 8) SCALAR 1.00000 | ||
| MMPM | ( 7) SCALAR 315.00000 | ( 7) SCALAR 315.00000 | ( 9) SCALAR 315.00000 |
| 値 | ( 8) SCALAR 1193.66308 | ( 8) SCALAR 1193.66308 | ( 10) SCALAR 1193.66308 |
| CLEAR(クリアランス) | ( 9) SCALAR 280.00000 | ( 9) SCALAR 280.00000 | ( 11) SCALAR 280.00000 |
| 値 | ( 10) SCALAR 1.00000 | ( 10) SCALAR 1.00000 | ( 12) SCALAR 1.00000 |
| リターン(引き抜き距離) | ( 11) SCALAR 7.00000 | ( 13) SCALAR 7.00000 | |
| 値 | ( 12) SCALAR 2.00000 | ( 14) SCALAR 2.00000 | |
| DWELL | ( 15) SCALAR 279.00000 | ||
| 値 | ( 16) SCALAR 1.00000 |

コメント