
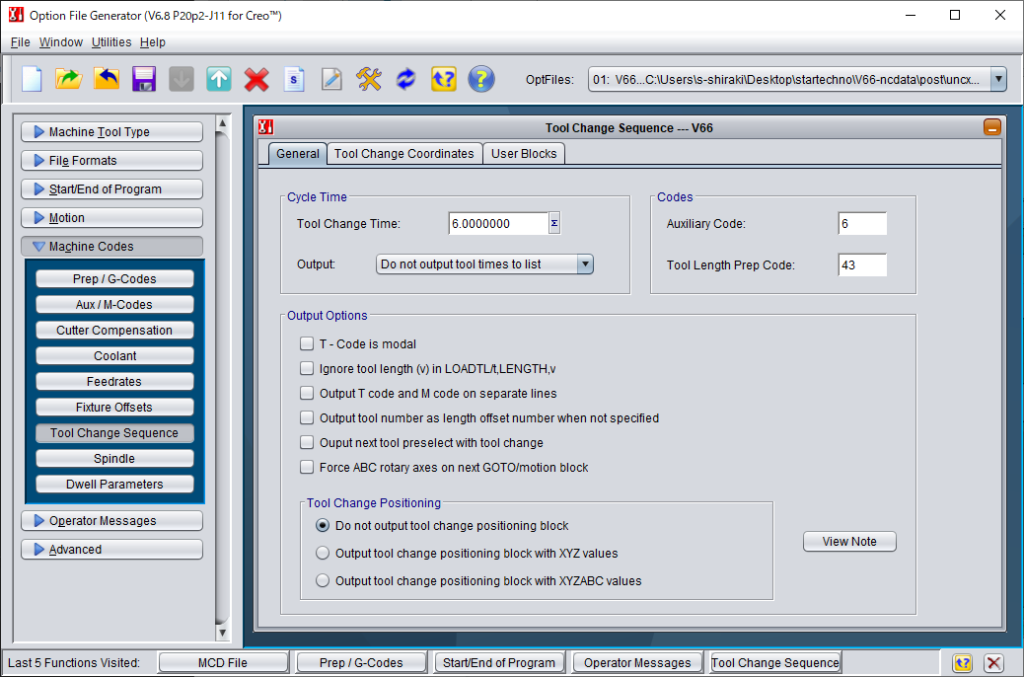
【GPOST】工具交換の設定
Machine Codes >Tool Change Seqence
工具先読み、待機ツール
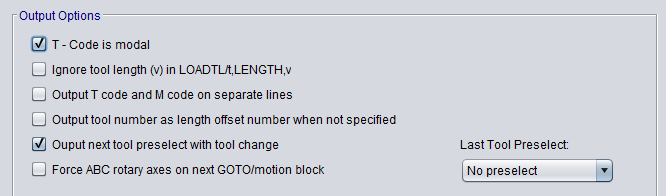
T1 の後にT2 が読み込まれているのがわかる。
( / NC SEQUENCE NAME : HOLEMAKING)
( / TOOL NAME : T0001)
( / TOOL_TYPE : CENTER-DRILLING)
( / TOOL COMMENTS)
( / 1)
T1 M06
T2 ←ここ
S3673 M03
G00 Z50. M08
X17. Y0. S1
G81 X17. Y0. Z-3.652 R1. F999.
X0. Y13.
X-17. Y0.
X0. Y-13.
G80
G00 Z50.
M05
M01工具交換コード
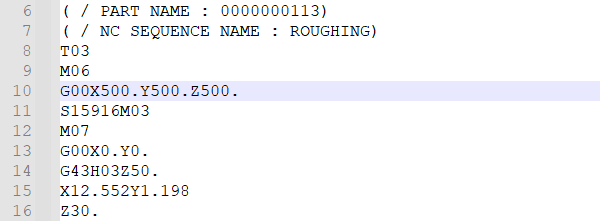
ツールチェンジ・ポジション(工具交換位置)の出力
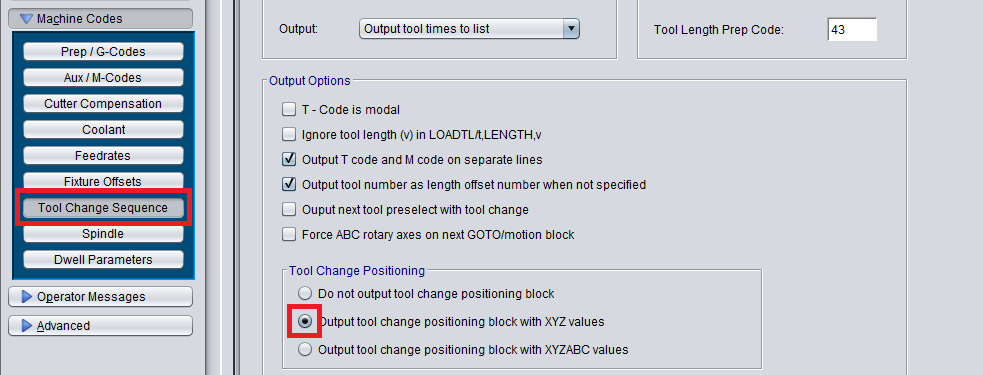
the current configuration indicates that no tool change positioning block will be output in many case, change sequene cause machine moton. it is important that approximate tool change position coordinates be supplied (even thought they will not be output) in order to corrently analyze the motion following the tool change. This should be done on the 'Tool Change Coordinates'tab of this panel. 現在の設定では、多くの場合、工具交換位置決めブロックが出力されないことが示されています。 シーケンスの変更はマシンの動作を引き起こします。 工具交換後の動作を正確に分析するには、おおよその工具交換位置座標を (出力されない場合でも) 提供することが重要です。 これは、このパネルの「ツール変更座標」タブで行う必要があります。
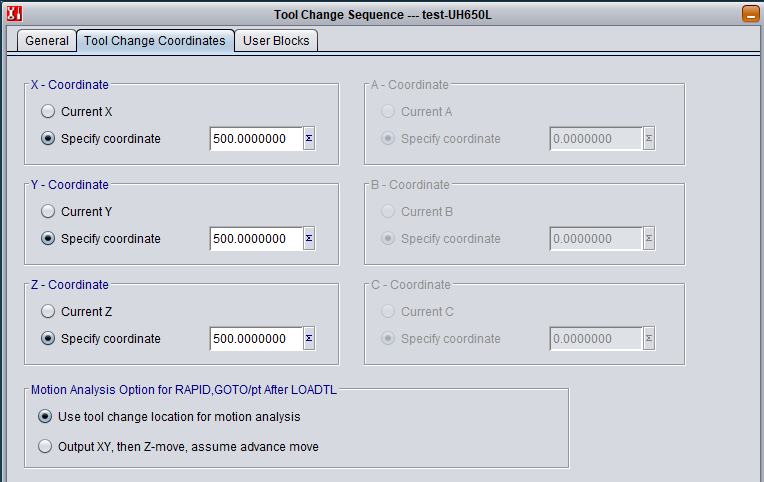
Z 移動を分けられないかな。
・output xy ,then z-move ,assume advance move xy を出力し、その後 z-move を実行し、前進移動を想定します
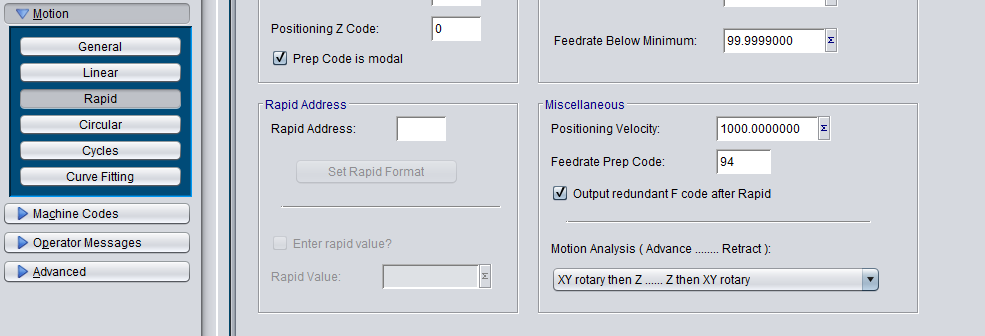
分かれない。。。
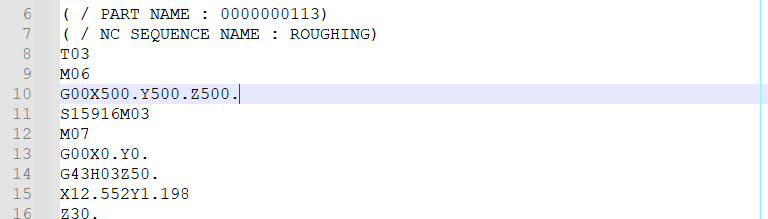
ココだけ効いていないように思える。

コメント